|
全杰与绕接技术
无焊绕接技术,是用一种专用工具―绕接器,对单股实心裸导线施加一定拉力,使之按规定的圈数紧密的缠绕在带有棱边的接线柱上,使导线与接线柱形成牢固连接接点的技术,从而达到可靠的电气连接。是一种不同于螺钉连接、焊接、压接、刺破接连的连接方式。导线与接线柱绕接而成得接点有两种形式,一种为常规型,一种为防震型。绕接工艺是美国最大的电话公司―西方电气公司贝尔电话实验室20 世纪50 年代早期首次进行研究,并于1953 年获得了成功应用。威斯汀公司于1954 年将绕接工艺在自动电话机上进行了试验,在恶劣的环境条件下运行了半年,2000 个绕接点全部良好。美国国家航空、空间管理局、联邦航空协会和国防部等部门相继采用了绕接工艺。日本在1960年前后已普遍采用于电话自动交换机,后来又应用于计算机、电视机和录音机等各种电子设备。此外,英国、联邦德国、加拿大、法国、苏联、罗马尼亚、南斯拉夫等也都已采用。20 世纪70 年代初期,中东、远东、南美和非洲一些国家也开始采用绕接工艺。不少国家制定了本国绕接标准,技术先进的国家采用了自动或半自动绕接工艺。国际电工委员会于1971 年制定了IEC(352) 绕接技术标准,并于1979年颁布了该标准的修正草案。
我国20 世纪70 年代中期首先开始在通讯设备和计算机设备上进行绕接工艺的试用和研究,并开始了绕接专用的工具、测试工具、接插件和导线的批量生产,研制了半自动绕接机。其应用相继扩展到了载波机、电气仪表及其它数控设备的制造上,并于1983 年制定了我国邮电部YD304 - 83 绕接标准。南京全杰是国内最早引进和从事绕接技术研究及应用于实际领域中(率先开发出简易绕接器)的国内企业,并1990年参于国内新的绕接技术制定工作,1992年,邮电部实行新的YD580-1992绕接标准。
1 绕接工艺要素
1. 1 绕接工具
绕接工具的好坏,直接关系着绕接点的质量,是绕接工艺的一个关键因素。
1. 1. 1 绕枪
亦称绕接器,是绕接工艺的必备工具,起着给绕头定位和提供旋转动力的作用。绕枪的种类较多,有电动、气动和手动等多种。绕枪转向为反时针方向,转速不能超过3 000 r/ min ,以免绕接时导线产生脆断。
1. 1. 2 绕头和绕套
绕头和绕套是绕接工艺的关键,是保证绕接质量的一个重要因素。其规格的选择应根据导线规格、接线柱形状尺寸和间距及绕接点工作条件来进行选择。绕头分为常规型、防震型和自动剥皮型三种类型。
1. 1. 3 退绕器
退绕器是用来退除错绕的绕接点之用的。
1. 1. 4 拉脱力测试器
拉脱力测试器是用来检验绕接连接点性能的测试工具。测试的同时,也检验了绕枪和绕头的性能。
1. 1. 5 其它
直流电源(30 V、10 A) 、直流电流表(5 A、0. 5级) 、数字式毫伏表(HF - 3) 、显微放大镜(15 ×) 。
1. 2 绕接用导线和接线柱
在绕接连接中,绕接用导线和接线柱是保证绕接质量的重要因素。
1. 2. 1 绕接用导线
为了保证绕接接点的拉脱力质量指标,绕接用导线除了要有良好的导电性外,还要具有良好的机械性能,包括足够的弹性性能(直径为0. 5 mm 以下的导线其最小伸长率应在15 %以上) 和适当的硬度(维氏硬度为95~220) 。一般采用单股实心圆形的铜或铜合金材料。导线镀层为锡、铅锡合金或银、镀层厚度最佳为20 μm 左右。导线绝缘层要求绝缘性能好,附着力低,容易剥落和非脆性。剥除绝缘层时应注意不得损害导线的性能,切忌导线的径向刻伤。
1. 2. 2 接线柱
接线柱的结构外形、材料和镀层的选择对保证绕接技术的可靠性起很重要的作用。接线柱应有较好的弹性和足够的抗扭刚度,使之能经受绕接应力和导线的机械负荷。接线柱的硬度要求为维氏硬度95~220 。对角线小于1. 3 mm 的接线柱应能经受5次重绕,对角线大于1. 3 mm 的接线柱应能经受10次重绕。接线柱常用材料有磷青铜、铜锌合金、铜铍合金等。镀层要求同绕接用导线。接线柱的截面必须采用至少有两个锐利棱角的几何形状,这样才能保证绕接时产生气密性接触区和防止导线脱绕。常用截面为正方形和矩形,并以矩形为最佳。矩形的宽与厚之比不宜大于2 。
2 绕接工艺过程
2. 1 导线剥皮
按绕接圈数调节专用去皮钳,控制剥皮长度的档块,调整好后固定。然后,将导线压入V 型刃口并拉直,剪掉多余线头,再用手把导线由V 型刃口中拉出,剥去导线外皮。
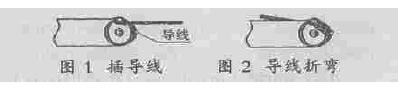
2. 2 插导线
把剥皮的导线的裸露部分沿绕套的漏斗端插入绕头的导线槽中如图1 所示。
2. 3 导线折弯
把导线在绕套的导线固定缺口处折弯如图2 所示。
2. 4 套接线柱
手捏住导线,另一只手握绕接器,把绕头上的接线柱孔套在被绕接的接线柱如图3 所示。
2. 5 绕接
手对绕枪施加一定的推力,扣动扳机,使导线紧密地缠绕在接线柱上如图4 所示。

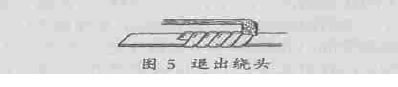
2. 6 退出绕头
退出绕头,完成一个绕接点如图5 所示。
3 不合格绕接点处理
不合格接点,接线错误的接点或更改布线时,需将相关接点拆下,用退绕器退绕。退绕器中心孔应比接线柱对角线大0. 1 mm 左右,孔深比接线柱长1mm~2mm。进行退绕时,将退绕器中小孔套在接线柱上,并做反向旋转,这时退绕器顶端螺旋状尖角,开始切入接点线圈之间,把螺旋线圈从接线柱上分离开,随着退绕器的旋进,接点线圈一边被松开,一边随着退绕器螺旋槽的轨道旋绕在退绕器上如图6 所示。退绕完接点线圈后,拉出退绕器,保持接点引出线不动,旋转工具,使导线从工具上慢慢退下。完成一个接点的退绕如图7 所示。

4 绕接点的质量检测
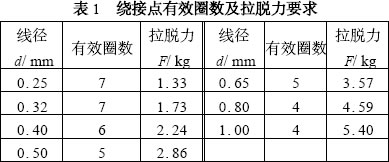
4. 1 直观检查绕接点有效圈数(除去首尾端的半圈) 及拉脱力要求见表1 。
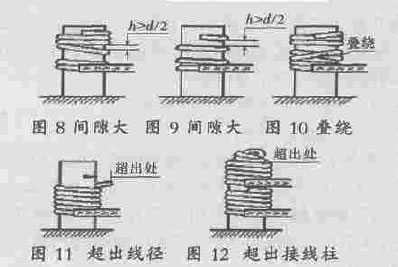
(1) 除首尾两圈外,相邻两圈导线间隙不大于线径一半,这些间隙总和不得大于线径如图8 、图9 所示。
(2) 在最少有效圈数中无叠绕现象如图10 所示。
(3) 接线柱经一次退绕后,仅允许重绕一次。一个接线柱上不得有超过三个绕接点。
(4) 绕接点中导线最后一圈的尾端,允许沿切线方向延伸,但不能伸出超过导线的直径如图11所示。
(5) 绕接点不允许超出接线柱如图12 所示。
(6) 绕接点引出线的走向应以接点旋转方向一致,绕好后的接点线圈不允许松开。
(7) 同一接线柱上,绕接和焊接共存时,先焊接,间隙开再绕接。
(8) 绕接完成后,接点不得有明显外形损伤或撕裂现象。
4. 2 拉脱力检验
在产品设备外,对应每套绕头绕套做5 个绕接点,逐个做拉脱力测试如图13 所示,拉脱线速度为50 mm/ min~100 mm/ min(拉脱力测试转速为40 r /min ~80 r / min) 。拉脱力应符合表1 要求。

4. 3 退绕检验
退下的导线应完整不断裂,退绕后的导线,绕接点线圈部分不能再用。
4. 4 气密性检验
气密性检验,是鉴定接点中接触区的气密程度。经6. 4. 1~6. 4. 4 处理的接点,用显微放大镜观察,并通过放大镜坐标,换算出实际的气密区受污染的变色面积(近似值) 及光亮的气密区面积(近似值) 。在气密性接触区,受污染变色的面积不得超过25%。气密区合格面积的总和至少等于导线截面积。
4. 4. 1 把一组(不少于5 个) 绕接点悬挂于有王水
溶液(用浓盐酸和浓硝酸1∶1 配制) 约1 mL ~2 mL的试管中,并用软木塞塞住,使接点在王水雾气中暴露10 min ,注意不得接触到王水溶液。
4. 4. 2 把已被化学气体腐蚀过的绕接点转放到另
一支有浓硫化铵溶液约1 mL 的φ16 mm ×150 mm的试管中,也应注意悬挂接点时不要接触硫化铵溶液,然后用软木塞塞住,使接点暴露于硫化铵雾气中,直到外表颜色变黑为止。
4. 4. 3 取出接点试样风干,用退绕器细心退下导线
(应注意不要划伤接线柱) ,按规定观察气密接触区,应有与变黑区域截然不同的光亮点。如超过上述的规定,即判为不合格接点。
4. 4. 4 用放大镜观察气密性接触区。
4. 5 接触电阻的检验
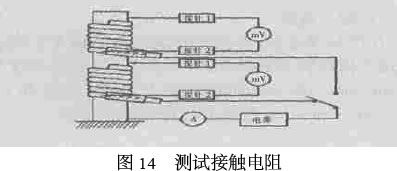
按图14 所示方法测试,通过绕接点电压应不大于4 mV。对于线径为0. 4 mm ,0. 5 mm ,0. 6 mm绕接点,测试接触电阻时所用电流为2. 4 A。对于线径为0. 7 mm 绕接点,测试接触电阻时所用电流为7. 5 A。
5 绕接注意事项
5. 1 绕接器电源及引线无漏电现象
5. 2 出现不合格绕接点,应用退绕器退绕后再行绕接,不允许用其它工具调整。
5. 3 经拉脱力测试后的接线柱不能再用于绕接。
5. 4 退绕后的导线可以剪去剥皮部分,再剥皮进行绕接。
5. 5 正常操作的工具,绕头、绕套,每天都应进行一次时间间隔测试,操作8 000 次时,也要进行一次性能测试,接点必须符合拉脱力要求后才能进行绕接。
6 总述
绕接连接与同锡焊连接有本质区别,比锡焊连接有较大的优越性,具有如下特点:可靠性为锡焊连接的十倍以上,工作寿命长达到40 年。绕接连接从根本上消除了锡焊连接存在的虚焊问题。绕接点牢固耐久,抗老化和耐腐蚀。防震型绕点的抗震能力是锡焊连接无法比拟的。绕接连结的生产质量稳定,外观整齐,无锡焊连接需清理导线头,锡渣和熔剂余痕的麻烦,也就消除了由此而产生的短路和腐蚀和隐患。绕接操作简单,容易掌握,工人一般经1天~2 天的培训便可进行操作,而锡焊工人的熟练掌握需半年至一年时间。绕接对导线的绝缘层及元器件无热影响。绕接无污染物,改善了工作条件。能充分利用空间,可以实现高密度装配,有利于产品小型化,还为产品电气连接操作向自动化方向发展提供了有利条件。退绕方便。质量容易控制,检验直观简单。绕接不用锡焊料和熔剂,降低了生产成本,比锡焊连接可提高工效一倍,如果采用半自动或自动绕接,则可大幅度地提高工效。与锡焊相比可节约电能一半以上。
尽管绕接有无可比拟的优点,但也存在一定的局限,比如:绕接点使用的导线头比锡焊点的长,多股导线不能进行绕接,直径大于1. 32 mm 的导线目前还不能进行绕接,生产或维修中需要改换错绕点时比锡焊麻烦,再进一步提高装配密度比较困难。
全杰与卡接技术
配线设备是通信网络中用于实现各种线缆接续和分配的设备,是线缆的集成者和终结者,配线发展史也就是一部线缆发展史。在通讯发展历程中具有显足的附属性和后进性,是通讯技术不同发展阶段的产物,配线设备的发展和演变印证了通信技术史上的三次阶段性变革。
一、缆配线的起步和发展
1876年3月10日,在波士顿、马萨诸塞,Alexander Graham Bell发明了电话。
1881年7月19日,Bell为金属性电路申请一项专利,用2 根电线连接每部电话。同年10月J.J Carty在波士顿和普罗维登斯之间引入了两条线路服务。在45英里长的线路上,开创了长途服务业务。
1900年,上海南京电报局开办市内电话,当时只有16部电话,这是我国电话业务发展的起点。
当时,当电线因长度不及时,2 根电线的接续均采用了直接拧接的方式,直接将两头电话线进行手工绕接。这种手工绕接方式不但费时费力,而且连接十分不可靠,于是人们很快发明了焊接技术。
焊接和绕接阶段
到二十世界初,电话开始在欧洲和美国大量普及,接续问题开始显露出来,1910年美国AT&T开发出接线模块作为电话的集中成端设备,这种设备是将用户电线和交换侧电线分别焊接在模块上,模块依靠常闭触点实现连接。无论是焊接还是绕接虽然连接可靠,但依然缺乏灵活配线能力,这种变革需求牵引了卡接技术的发展。
卡接技术的发展
上世界30’S卡接技术首先在电力线上得到运用。
70’S德国科龙公司将这种在电力系统中已广泛运用的技术移接到在电信领域, 有效的实现了电话线的卡接,从而极大的提高了配线效率。
1988年南京邮电通信厂设计生产了我国第一台卡接式总配线架。
90’S初,卡接技术逐步得到用户认可,开始大规模在电话网中运用。
卡接技术的发展阶段不但是接续技术走向成熟的阶段,更开启了在配线设备上增设防护性能的大门,随着网络监控和智能网络的发展,对配线设备的集中监控技术也逐步发展起来。
二、数字配线设备是通讯技术从模拟进入数字时代的见证之一
电话和电报通信时代是模拟信号的时代,也是铜缆配线的时代。
随着电信容量的递增和新业务的不断开通,以传送频率为4MHz以下电信号的铜缆,已经难以传送更高频率的电信号,在上世纪30年代后期,出现了一种新型结构的电缆,叫做同轴电缆。这是由一根中心导线(内导体)和一根包围在它外面的圆管导体(外导体)组合而成的信息传输媒体。
1941年,美国建成了第一条同轴电缆线路,可以同时开通480路电话,同年美国Bell公司为这条线路在交换机上配备了第一个数字配线单元。
1962年,美国研究成功了脉码调制设备,用于电话的多路化通信。为同轴电缆和数字配线架大规模商用提供了技术基础。
1974年京沪的通信干线工程开工,敷设了我国第一条同轴电缆和第一台数字配线架。
80年代以前,我国厂商都无生产同轴连接器能力,DDF全部采用进口接插件。直到1983年,宁波隆兴公司生产出我国第一个射频同轴连接器和第一台数字配线架。
三、光通讯技术的发展成就了光纤配线设备
光纤配线设备是光纤通信物理网建设产生的附属产品,是现代通信技术发展到光通讯阶段的必然产物。
1917年,Albert Einstein提出了受激辐射的概念,揭示了光电转换的原理,为光替换电进行通讯解决了理论基础。
1970美国康宁公司采用高二氧硅玻璃成功地拉出了世界上第一根衰减为20dB/Km的光纤,光纤的出现揭开了光纤通信发展的历史。光缆的运用则必然带来光缆接续和分配的问题。
从1970年到1980年期间,在经过十年的技术研究和生产工艺完善后,光纤通信技术迅速转化为商品。在开始阶段由于光纤的长度和数量都很少,解决光纤连接的技术还没有被人们重视,光纤连接多采用裸纤连接,光纤端面技术处于原始阶段,对中性也很难保障,光纤的插入和回波损耗在接续处难以达到理想效果。
当历史进入80年代,随着光缆敷设大量增加,在实际运用中,光纤组网上出现了一些必须解决的问题:
网络拓扑缺乏灵活性,网路调度困难;
光缆开剥以及光纤转接时衰耗大;
光纤冗长,尾纤管理缺乏管理。
为解决上述问题,光纤通信开始引入光纤、光缆管理的概念,解决光缆固定、线缆管理的问题。美国以康宁和ADC为代表的,以解决物理连接和光纤接配线的公司迅速成长起来。
在九十年代初期,我国所用的光通信设备均为国外产品,光缆主要运用于骨干网的中继传输,使用的光纤配线设备基本上都是通信主设备厂商如西门子、NEC的光纤配线设备,这些设备当时都被视为交换和传输产品的配套一起来销售。直到九十年代中期,我国才研发了第一台光纤配线架,为仿NEC型(1993年常州太平创建了中国第一条光无源器件生产线,1995年深圳日海生产出国内第一个ODF条式柜。)
随后的数年间,国内的配线设备很好的解决了光缆的架内管理和网路调度问题,将光配线技术完善到相当成熟的地步。
现在,随着光通信网规模的扩大、WDM的普及以及TeleCom/DataCom的光化。无不推动着光缆向多芯、高密度方向深入发展,这必然要求管理这些光缆的配线设备也不得不面临着向高密度方向发展的趋势。传输SFF(Small Form Factor)趋势在配线设备上的体现是配线附属性的又一次表征。
|
|